Ingeniería y Tecnología
Frigorífica

Ingeniería y Tecnología Frigorífica.
Capítulo III:

Procesos y métodos de congelación
Compilado por: Alfredo Álvarez Cárdenas.
3.1 Importancia de la Congelación.
La congelación, al igual que la refrigeración, utiliza el descenso de temperatura para prolongar el periodo de conservación de los alimentos, aunque la diferencia esencial entre los dos métodos es la formación de cristales de hielo en el interior del alimento. La congelación representa para muchos alimentos el mejor medio de conservación a largo plazo, pues asocia los efectos favorables de las bajas temperaturas a los de la transformación del agua en hielo.
Ningún microorganismo puede desarrollarse a temperaturas inferiores a -10 °C, por lo tanto, el usual almacenamiento de los productos congelados a -18 °C, impide toda actividad microbiana, así como, se paraliza casi de forma completa e irreversible, toda actividad metabólica; además, la velocidad de la mayoría de las reacciones químicas queda notablemente reducida; en fin, la transición agua-hielo tiene la ventaja de fijar la estructura del tejido y aislar el agua bajo la forma de cristales de hielo, agua que por lo tanto no está disponible ni como disolvente, ni como reactivo.
De manera general, en la práctica industrial, los alimentos se congelan a una temperatura de -18 °C, al menos por una de las cuatro razones siguientes:
1. preservar la calidad inicial y la integridad de un producto con vistas a su consumo ulterior,
2. crear una textura y consistencia peculiares del alimento de forma que sea apetecible para el consumidor, por ejemplo: helados,
3. efectuar ciertos procesos tales como la liofilización, crioconcentración de jugos, etc.
4. como propuesta de cambios en hábitos de consumo (platillos precocinados).
3.2 Etapas de la Formación de Cristales de Hielo.
a) Nucleación.
Desde un punto de vista físico, los tejidos animales y vegetales pueden ser considerados, en general, como soluciones acuosas diluidas. La temperatura inicial de congelación depende en gran medida de la concentración molar de las substancias disueltas y no de su contenido de agua; por ejemplo, las frutas muy ricas en agua, tienen un punto inicial de congelación entre -2 y -3 °C, mientras que las carnes magras, que contienen menos agua, poseen un punto inicial de congelación cercano a -1 °C; la diferencia se debe a la fuerte concentración del jugo de las frutas en azúcares y ácidos, mientras que la concentración de solutos en más débil en las carnes.
El inicio de la cristalización o nucleación va siempre precedida de una sobrefusión, es decir, el agua queda durante un cierto tiempo en estado líquido a una temperatura inferior al punto de fusión (0 °C, a presión atmosférica). La nucleación es de naturaleza heterogénea, es una etapa dinámica: formación muy rápida de núcleos seguida de una destrucción de los mismos. Una vez sobrepasado un tamaño crítico el cristal sería estable y podría servir de germen al crecimiento cristalino. Este tamaño crítico podría depender de la temperatura, y sería tanto más pequeño cuando más baja fuese la temperatura; la nucleación en poco probable a temperaturas cercanas al punto de fusión, pero su probabilidad aumenta cuando la temperatura desciende por abajo de los -18 °C.
b) Crecimiento de Cristales.
El crecimiento de los cristales de hielo se debe al hecho de que las moléculas de agua emigran hacia el medio y terminan agregándose a un germen existente; esto puede ocurrir incluso a una temperatura próxima al punto de congelación. En la práctica, en los alimentos, la velocidad de crecimiento de cristales de hielo depende de la velocidad a que se elimina calor, es decir, de la diferencia de temperatura entre el cristal y el medio que le rodea. A temperaturas muy bajas, el factor limitante lo constituye la transferencia de masa, porque la elevada viscosidad del medio y la presencia de substancias en solución (sales, alcoholes, azúcares, proteínas, etc.) retarda el desplazamiento de las moléculas de agua.
c) Dimensión de los Cristales.
La dimensión de los cristales de hielo al final de la congelación depende del número de gérmenes cristalinos (núcleos) formados inicialmente en el medio líquido. Por lo tanto, regulando la nucleación por medio de la temperatura se pueden obtener cristales del tamaño deseado: a baja temperatura la nucleación es rápida y los numerosos gérmenes dan origen a una gran cantidad de cristales de hielo de tamaño pequeño (congelación rápida); por el contrario, a una temperatura próxima al punto de fusión, la nucleación es lenta, los núcleos son pocos y por lo tanto resultan cristales (relativamente) grandes (congelación lenta).
La forma de los cristales de hielo dependen de la velocidad de crecimiento de los cristales, es decir, de la temperatura de congelación: una congelación rápida produce cristales más o menos redondeados, una congelación lenta cristales alargados, en forma de agujas. Algunos investigaciones afirman que los cristales de tamaño grande, sobre todo si están en forma de agujas, dañan mecánicamente las estructuras celulares.
En los productos fluidos y bajo agitación, es relativamente fácil obtener cristales de tamaño uniforme. Por el contrario, en el caso de productos sólidos o de viscosidad elevada, el tamaño de los cristales puede variar de una zona a otra de la masa congelada: en la periferia, los cristales se forman rápidamente y son de tamaño pequeño; en el interior, donde la transferencia de calor es más difícil, los cristales crecen lentamente y alcanzan, al final de la congelación, un tamaño mayor.
d) Velocidad de Congelación.
Cuando se habla de velocidad de congelación, es referirse a la velocidad de eliminación de calor o a la velocidad de desplazamiento del frente de congelación, o al tiempo necesario para traspasar un intervalo de temperatura determinado. Se puede aconsejar la siguiente relación como medida de la velocidad de congelación:
<distancia mínima entre la superficie y el centro crítico (punto que se enfría más lentamente) entre el tiempo que transcurre desde el momento que la temperatura es 0 °C en el centro crítico y cuando la temperatura alcanza -18 °C, en ese mismo punto>.
A continuación se muestra una tabla indicativa sobre los valores que alcanzan las diferentes velocidades de congelación:
Ejemplos de Condiciones de Congelación:
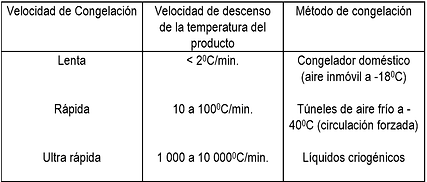
Fuente: Cheftel, 1980.
Si se considera únicamente la influencia de la velocidad de congelación sobre las actividades bioquímicas y fisicoquímicas y desatendiendo la que pueda tener sobre las microbianas, cabe establecer en el total de productos idóneos para congelación los cuatro siguientes grupos:
1) Grupo de productos totalmente insensibles a una amplísima gama de velocidades de congelación, incluso a valores extremadamente pequeños y grandes, es decir, la calidad final del producto es del todo independiente de la velocidad de congelación (chicharros).
2) Grupo de los que soportan una muy amplia gama de velocidades de congelación sin influencia perceptible sobre su calidad, pero en los que no debe pasarse de ciertos valores límite; se encuentra entre ellos el pescado, que requiere velocidades superiores a 0.1-0.3 cm/h.
3) Grupo de los que su calidad se hace progresivamente mejor conforme aumenta la velocidad de congelación (fresas, ejotes) y que, para lograr un producto comercializable, requieren velocidades mínimas de congelación más altas de las que se alcanzan ordinariamente en las instalaciones industriales convencionales; se encuentran aquí los tomates y también la clara de huevo, que ha sido sometida a diversas pruebas de congelación dentro de una gama de velocidades de 1:200 (0.08-16 cm/h) y sólo resultó aceptable a partir de 2 cm/h y buena a más de 8 cm/h.
4) Grupo de los productos sensibles a las altas velocidades de congelación, por cuanto muestran tendencias -aunque en función de forma y dimensiones- a la formación de grietas, pueden desgarrarse debido a las tensiones provocadas por la desigual variación de volumen (carne o pescado).
3.3 Efectos de la Congelación.
a) Variación del volumen.
Cuando el agua se transforma en hielo, su volumen aumenta sobre un 9%, en general, el aumento de volumen es proporcional al contenido en agua del alimento. El mínimo aumento de volumen en frutas enteras, se explica por la presencia de gas en las vacuolas; estos gases se comprimen y, en parte se expulsan durante la congelación.
En el caso de frutas y hortalizas los cambios de volumen que frecuentemente no son homogéneos, originan desgarraduras internas; probablemente rompen las paredes celulares y por lo tanto son causa de una pérdida de líquidos (exudación) durante la descongelación.
b) Cristalización extra e intracelular. Fenómenos osmóticos. Ruptura de membranas celulares. Reacciones enzimáticas.
La congelación de un tejido se inicia por la cristalización de agua en los espacios extracelulares, debido sin duda a que la concentración en solutos es menor que en los fluidos intracelulares.
Cuando la congelación es lenta, la cristalización extracelular, que aumenta la concentración local en solutos, provoca, por ósmosis, una deshidratación progresiva de las células. Se forman grandes cristales de hielo y aumentan los espacios extracelulares, mientras que las células plasmolizadas disminuyen considerablemente de volumen. Esta deshidratación de las células desciende todavía más la probabilidad de una nucleación intracelular; en realidad, en la mayor parte de los tejidos o suspensiones de células congeladas lentamente, no se observan cristales intracelulares.
Este desplazamiento de agua, que puede hacerse irreversible si sobrepasa un cierto nivel, explica en gran parte el descenso de turgencia, el despegamiento de tejidos y la exudación que se observa en numerosos alimentos al descongelar, es la causa principal del ablandamiento de los tejidos vegetales.
La expulsión de una parte del contenido celular (que puede evaluarse según el DNA presente en el exudado) tiene a veces el efecto de poner en contacto enzimas y sus substratos, especialmente polifenol oxidasas y polifenoles situados normalmente en compartimiento celulares separados; esto motiva en los tejidos no escaldados, una aceleración del pardeamiento enzimático durante la descongelación, o incluso durante el almacenamiento (caso del melocotón).
Cuando la congelación es rápida, la cristalización se produce casi simultáneamente en los espacios extracelulares y en el interior de las células. El desplazamiento de agua es pequeño y se produce un gran número de pequeños cristales; las modificaciones de textura, provocadas por la salida de agua de las células, por ósmosis, son claramente menores que la congelación lenta.
También se observa en el microscopio que las membranas vegetales están menos dañadas. Es necesario resaltar que la formación de cristales intracelulares, cualquiera que sea su tamaño, siempre destruye la organización interna de la células (citoplasma, etc.), deteniendo o modificando profundamente el metabolismo y provocando la muerte de la célula y tejidos.
Se han realizado estudios con el fin de establecer efectivamente si una congelación rápida es preferible a una congelación lenta. En el caso de las frutas, o al menos de algunas frutas, la congelación rápida conservaría más la textura, contrariamente a lo que ocurre con las hortalizas escaldadas.
3.4 Modificaciones durante el Almacenamiento en Congelación.
a) Duración del almacenamiento.
El tiempo de conservación está claramente ligado a la temperatura; varía de una forma casi inversamente exponencial con la temperatura de la cámara fría. Teóricamente debería seleccionarse la temperatura de almacenamiento para cada producto en función del tiempo de conservación previsto, que depende de la etapa de comercialización; en la práctica, la temperatura de -18 °C es la que se adopta para la mayoría de los alimentos.
b) Reacciones de deterioro.
Algunas reacciones de deterioro que ocurren durante el almacenamiento de los alimentos congelados están catalizadas por enzimas; un caso característico es el pardeamiento enzimático de frutas que se mantienen en estado crudo. La adición de ácido ascórbico, azúcar o anhídrido sulfuroso, permite inhibir este pardeamiento antes y después de la congelación. La mayoría de las hortalizas deben escaldarse antes de la congelación, debido especialmente a que algunas enzimas (catalasa y peróxidasa), mantienen cierta actividad, aún a temperaturas muy bajas.
Entre las reacciones no enzimáticas que pueden ocurrir en los alimentos congelados, se debe mencionar la oxidación de los lípidos (pescado grasos), de la vitamina C (fresa), pigmentos carotenoides, aromas. La degradación de pigmentos antociánicos (fresa) o de la clorofila (espinacas, col de Bruselas) también constituye un factor limitante del periodo de almacenamiento. Los geles glucídicos hidratados, por ejemplo de pectinas, también pueden sufrir una desestabilización debido a su almacenamiento congelado (floculación de materias suspendidas en algunos jugos de frutas).
Las fluctuaciones de temperatura también contribuyen a aumentar el peligro de una desecación superficial; esto origina una pérdida de peso y al mismo tiempo favorece la oxidación de lípidos (pescado), su endurecimiento y la aparición de manchas, pardas o verdosas en las aves, negras en la carne de res, a esto se le conoce como ““quemaduras por congelación”. El glaseado constituye una buena protección; también el embalaje, siempre que sea impermeable al vapor de agua y se adhiera al producto (envasado al vacío o retráctil).
3.5 Métodos y Sistemas de Congelación.
a) ¿ Qué es un Congelador ?
Un “congelador” es una máquina que se utiliza en el procesamiento de alimentos, dentro de la cual los productos no congelados son transportados en un ambiente frío, se congelan a la temperatura deseada y se descargan. La congelación se realiza como un proceso continuo, si el “congelador” se incorpora a la línea de proceso.
Un equipo de congelación utiliza (1) alguno de los mecanismos de transferencia de calor para remover el calor del producto y (2) algún método físico para el manejo del producto o transporte de productos durante el proceso de congelación.
b) El diseño del equipo de congelación es determinado por:
-
la variedad de productos a congelar,
-
la capacidad de congelación requerida,
-
las diferentes expectaciones y criterios del procesador de alimentos.
3.5.1 Factores que influyen en la selección del equipo de congelación.
1). La carga térmica expresada en kcal/ o ton. ref.
2). La capacidad de congelación en kg o ton por hora o por día.
3). El tiempo de congelación (velocidad de transferencia de calor).
4). Atributos del producto:
(a) El método de fabricar los productos: líquido, sólido; productos fabricados en estado blando (hamburguesas, croquetas de crema, etc.); alimentos preparados con harina o pan rallado (alimentos fritos, croquetas, etc.); alimentos cocinados (con aceite, al vapor, etc., por ejemplo: nuggett).
(b) Forma, grosor, dureza de los productos: alimentos delgados y blandos (hamburguesas, masa de pan, filetes, bistec); alimentos delgados y duros (pizza, alimentos fritos); alimentos gruesos y blandos (tarta); alimentos gruesos y duros (carne, rodajas de pescado).
5). Envase / embalaje.
6). Orientación del producto, métodos de transporte a/de.
3.5.2 Equipo para procesos industriales.
Los procesos de congelación son clasificados de acuerdos a varios criterios, como los siguientes:
a) los métodos utilizados para la producción de frío: compresión mecánica o criogénica.
b) los mecanismos de transferencia de calor: conducción, convección; utilizando aire, gases, líquidos, placas, etc.
c) manejo del producto: manual, mecanizado, automatizado.
3.5.3 Métodos y sistemas.
(1) Congelación con aire.
Para lograr una congelación rápida con estos sistemas, se emplean túneles donde los productos pueden estar inmóviles o en movimiento. Las velocidades de aire que se logran en estos túneles están entre 5 y 7 m/seg. y los tiempos de congelación fluctúan de acuerdo al aparato y el tipo y dimensiones del producto desde 12 minutos hasta 12 horas.
El calor es generalmente extraído por convección en un circuito cerrado, donde el aire recicla a través del evaporador y sobre los productos. Las temperaturas utilizadas están entre -35 a -400C, los diferentes sistemas de congelación con chorro de aire están determinados por el tiempo de congelación y por el grado de mecanización.
a) Túnel de congelación convencional (no mecanizado).
Son espacios aislados, con una adecuada forma en donde el aire frío circula a una alta velocidad sobre los productos a congelar, sin provocar excesivos gastos de energía por los ventiladores. Estos espacios son estructuras rígidas construidas con paneles prefabricados y son frecuentemente construidos para proyectos específicos.
Los túneles convencionales operan intermitentemente. Hasta hoy, son los más económicos y pueden ser adaptados a todas las aplicaciones que necesitan largos tiempos de congelación y son flexibles en cuanto a la naturaleza y tamaño de los productos.
b) Túnel de congelación a chorro de aire mecanizado.
Utilizado tanto para productos frescos, como procesados. Existen diferentes tipos en función a las características del producto y del tiempo de congelación empleado. La tendencia es emplear bajos tiempos de congelación, alta mecanización para el transporte del producto y continua funcionalidad de un congelador integrado a las líneas de producción.
De este grupo se tienen cuatro principales tecnologías:
-
Túnel de congelación con vagonetas o carritos. Este sistema es flexible y mecanizado, para una gran variedad de productos y espesores que se transportan en carritos con charolas o bandejas. Estos carritos sonmecánicamente manejados a lo largo de un circuito compuesto de una o varias hileras o filas circulando en serie o en paralelo. La velocidad de los dispositivos se ajusta al tiempo de congelación requerido por el producto. La velocidad del aire que se logra entre las vagonetas es de 5 a 6 m/seg. Son de media y baja capacidad de congelación. -
-
Túnel de congelación para productos envasados en cajas de cartón. Estos aparatos aparecieron con el fin de llevar a cabo producción a gran escala de alimentos congelados. Permiten un mayor aprovechamiento de la superficie y del espacio. Se le conoce como túnel de congelación con elevador de cangilones, en donde los productos a congelar, previamente envasados, tienen primero un movimiento ascendente en la primera etapa del túnel y descendente en la segunda. La entrada, salida, y paso de una etapa a otra del producto se realiza mediante bandas transportadoras. Con este sistema se da un paso más a la mecanización pero con limitaciones en la flexibilidad de uso. Están diseñados para trabajar completamente automatizados y para una gran cantidad de productos embalados, que se congelan en un tiempo de residencia de 4-6 horas.
-
-
Congeladores con banda transportadora. Se utilizan principalmente para productos sueltos o a granel o envasados con dimensiones pequeñas. En estos los tiempos de congelación son cortos, el equipo puede ser de varias formas: rectilíneo o en espiral. Rectilineo, es idóneo para capacidades de producción pequeñas y medianas y cuando el tiempo de congelación no requiere de grandes longitudes de bandas (<20 m), el equipo puede construirse con una banda simple, doble o triple, generalmente de tipo malla de acero inoxidable. El equipo con banda en espiral utiliza un tiempo de congelación mayor al anterior equipo y una longitud de banda mayor, de ahí su acomodo en espiral para reducir el volumen ocupado. Estos congeladores varían de acuerdo al tamaño, al método de ventilación, a la posición del evaporador: horizontal o vertical, se emplean para la congelación de productos delgados y medios gruesos (<10 cm).
-
-
Túnel de lecho fluidizado. Por su principio de circulación del aire, se emplea para productos de tamaño homogéneo y lo suficientemente pequeños para ser fluidizados. Para poder llevar a cabo la fluidización del producto es necesario que el movimiento del aire sea de la parte inferior de la banda hacia la parte superior, por lo que la banda deberá ser de tipo malla o tamiz con perforaciones que impidan la caída del producto pero que permitan el libre paso del aire, los tiempos de congelación de los productos son cortos. La agitación de los productos sobre el lecho de aire provoca un efecto de congelación individual (IQF), debido a los altos valores del coeficiente superficial de transferencia de calor que reducen considerablemente el tiempo de congelación. Para productos pequeños (máximo 20-25 mm), el tiempo de congelación es corto (< 15-20 min.). Este proceso satisface la congelación de una gran variedad de productos de forma uniforme: chícharos, coliflor, col de Bruselas, fresas, papas fritas a la francesa, etc. Una desventaja del sistema es el alto consumo de energía por los ventiladores.
-
(2) Congelación por inmersión en líquidos incongelables.
En estos sistemas se consideran todos aquellos fluidos que se utilizan en la industria frigorífica basándose en el concepto de calor sensible; es decir, son fluidos que al eliminar el calor de un producto incrementan su temperatura. El uso de un líquido como un medio de congelación tiene la ventaja de sus altos coeficientes de transmisión de calor por convección. Es un método de congelación menos usado que el aire, pues el producto debe ser compatible con el líquido o tener una envoltura especial que evite el contacto directo. Generalmente se utiliza la congelación por inmersión en una salmuera de cloruro de sodio, teniendo como limitante la temperatura de congelación, no menor a -21 °C, en consecuencia, los tiempos de congelación oscilan entre 4 y 8 horas aproximadamente; aplicable generalmente a productos pesqueros y aves. También se utilizan soluciones de cloruro de calcio, de propilenglicol, etc. Otra de las desventajas del método es la de provocar altos niveles de corrosión en los recipientes que contienen estas soluciones.
(3) Congelación por contacto con placa fría.
En este método se utiliza la transmisión de calor por conducción. Destacan tres procedimientos:
a) Congelador por contacto con una placa. Con tres variantes:
- de banda horizontal,
- de tambor horizontal rotatorio ,
- de tambor vertical fijo.
b) Congelador de placas horizontales.
Consiste en un gabinete con puertas frontales en cuyo interior se encuentran las placas horizontales de doble cara, por el interior de las placas circula el refrigerante. Cada placa es alimentada individualmente. El movimiento de las placas, para la carga y descarga de productos, es vertical, utilizando para ello un mecanismo hidraúlico. Al espacio entre placa y placa se le conoce como estación y puede regularse desde 50 a 100 mm, de este equipo se tienen dos modelos:
-
Equipo intermitente operado manualmente. Es el sistema más utilizado, la carga y descarga de productos es manual. Esta diseñado para limitados espesores y productos alimenticios envasados.
-
Equipo continuo automático. Puede estar integrado directamente a la línea de producción, en serie o en paralelo. La carga y descarga de productos en cada estación es automática.
c) Congelador de placas verticales.
Este sistema emplea placas verticales con movimientos horizontales, puede ser utilizado para productos sólidos, pastas, y líquidos. Es un equipo de operación manual y intermitente.
Entre las características y ventajas de los sistemas por contacto están:
-
Eficaz intercambio térmico por conducción, sin necesidad de intermediarios.
-
Rápida y uniforme congelación del producto, que conserva inalterable sus características sensoriales.
-
No deshidratación del producto, que conserva su peso por la ausencia de circulación de aire.
-
Máxima higiene del producto, tanto porque se mantienen limpias las superficies de contacto, como porque no hay contacto con el aire externo.
-
Considerable economía de operación y mantenimiento.
-
Mínimo y simple mantenimiento.
-
Máxima relación entre producción horaria y espacio ocupado.
(4) Congelación Criogénica.
Aquí se consideran los fluidos que utilizan el concepto de calor latente. El calor que cede el producto en su congelación se emplea para efectuar la evaporación del fluido. Estos sistemas requieren de una instalación autónoma para la alimentación del líquido que se emplea como criogénico: nitrógeno líquido con una temperatura de ebullición a presión atmosférica de -196 °C y un calor latente de 48 kcal/kg; anhídrido carbónico líquido, con una temperatura de ebullición de -79 °C también a presión atmosférica.
El sistema consiste en:
1. Una instalación para el almacenamiento del líquido, con una capacidad que satisfaga los requerimientos de la planta, el CO2 líquido se almacena a una presión de 2 MPa y el N2 líquido a presiones de 0.15-0.2 MPa.
2. El congelador mismo. El enfriamiento se da por la simple expansión del fluido criogénico a presión atmosférica, los gases generados por evaporación al contacto del líquido con el producto caliente se eliminan hacia la atmósfera después de ser usados. La salida de estos gases se regulan proporcionalmente en función al continuo monitoreo de la temperatura interna del congelador.
Los coeficientes convectivos que se obtienen van de 80 a 500 W/m20K, de acuerdo a la configuración del producto.
Se utilizan dos tipos de equipo: sistemas por aspersión e inmersión o sistemas combinados.
a) Sistemas criogénicos por aspersión.
Estos sistemas son muy similares a los túneles a chorro de aire forzado. La congelación se realiza con movimientos convectivos de gases (CO2), o utilizando una mezcla líquido-gas (N2).
Las principales categorías de estos sistemas son:
-
Celdas o gabinetes. Este equipo está construido totalmente en acero inoxidable y presenta un carro con bandejas sobre las que se distribuye el producto, sustituyendo así a la banda transportadora. Una vez que el producto ha sido introducido, el congelador se cierra y se programa la temperatura y el tiempo de residencia. El fluido se atomiza por unas boquillas mientras que unos ventiladores crean corrientes adecuadas para optimizar el aprovechamiento del gas. Resulta adecuado para baja producción, operación manual-intermitente o productos de varios tamaños y cuando se requiere de cierta flexibilidad.
-
Túneles con bandas transportadoras, rectilinea o en espiral. Ambos están construidos en acero inoxidable.
En el túnel rectilineo su diseño consiste en una banda transportadora que a lo largo de todo el túnel lleva el producto por tres zonas. En la primera zona, la de preenfriamiento, el producto se pone en contacto con los gases fríos, dando como resultado una congelación superficial. En la siguiente zona, se atomiza el fluido en forma directa al alimento, vaporizándose al tocar la superficie, lo que causa una congelación rápida. En la tercera y última zona, se forma un equilibrio cuando los gases fríos se ponen en contacto con el producto, llevándolo así a una temperatura uniforme.
En el túnel con banda en espiral, su principio es similar al anterior, ya que presenta una banda transportadora que lleva el producto a través de todo el túnel; sin embargo, en este caso, el movimiento de la banda es en forma circular con la cual se logra un ahorro de espacio. En este equipo, el fluido es atomizado en la parte superior y los gases fríos son llevados a la parte baja para aumentar la eficiencia en el funcionamiento.
b) Sistemas criogénicos por inmersión o sistemas combinados.
Es el sistema de congelación más rápido. El producto es transportado por una banda de acero inoxidable y pasa a través del depósito de líquido y en cuestión de segundos es congelado. Las variables a controlar son la velocidad de la banda y el nivel del líquido. La inmersión en nitrógeno líquido es ampliamente utilizada para productos delicados. Se obtiene una excelente calidad en el producto final, el tiempo de residencia es cuidadosamente controlado. Son sistemas de congelación por lotes, son los más económicos comparado con otros de la misma capacidad e incluso presentan un costo de mantenimiento bajo.
Entre los principales beneficios que resultan de congelar con líquidos criogénicos, se tienen:
- Menor inversión del equipo de congelación,
- Alta calidad del producto,
- Mínima deshidratación del producto,
- Versatilidad para congelar diversos productos,
- Amplio rango de producción,
- Ocupa poco espacio,
- Bajo consumo de electricidad,
- Ahorro de mano de obra,
- Bajo costo de mantenimiento.